Get custom plastic parts within days. Request an online quote.
Certifications
ISO 9001:2015 | ITAR Registered | Critical to Quality Inspections
Jump to Section
Capabilities
Materials
Surface Finishes
Quality Inspections
About Silicone Rubber Molding
Our plastic injection molding process produces custom prototypes and end-use production parts in 15 days or less. We use aluminum molds that offer cost-efficient tooling and accelerated manufacturing cycles, and stock about 200 different thermoplastic resins.
Common applications for plastic injection molding:
low-volume production
bridge tooling
pilot runs
functional testing and prototyping
It has been very enlightening to us here at JM that we are able to get parts so rapidly out of the actual materials that we're going to use in the final production.
– J.D. HANKINS
Plastic Molding Capabilities
Our basic guidelines for plastic injection molding include important design considerations to help improve part moldability, enhance cosmetic appearance, and reduce overall production time.
US
Metric
SIZE
18.9 in. x 29.6 in. x 8 in.
480mm x 751mm x 203mm
VOLUME
59 cu. in.
966,837 cu. mm
DEPTH
4 in. from parting line
101mm from parting line
Up to 8 in. if parting line can pass through the middle of the part
Up to 203.2mm if the parting line can pass through the middle of the part
PROJECTED MOLD AREA
175 sq. in.
112,903 sq. mm
Tolerances: Typically, Protolabs can maintain a machining tolerance of +/- 0.003 in. (0.08mm) with an included resin tolerance that can be greater than but no less than +/- 0.002 in./in. (0.002mm/mm).
Grab a Design Cube
Want to learn more about injection molding? Sign up to receive a Design Cube. This physical aid demonstrates how to properly design features commonly found on molded parts.
Thermoplastic Materials
We have wide selection of more than 100 thermoplastic and thermoset materials. And if you’re looking for alternative material options, check out our guide to resin substitutes for ABS, PC, PP, and other commonly molded plastics.
ABS
ABS/PC
Acetal
Acetal
Homopolymer/Delrin
ETPU
HDPE
LCP
LDPE
LLDPE
Nylon
PBT
PC/PBT
PEEK
PEI
PET
PETG
PMMA (Acrylic, Plexiglas)
Polycarbonate
Polypropylene
PPA
PPE/PS
PS
PSU
TPU
Surface Finish Options
Draft angle requirements will vary by requested finish. Industry standard Mold-Tech finishes are also available.
FINISH
DESCRIPTION
PM-F0
non-cosmetic, finish to Protolabs’ discretion
PM-F1
low-cosmetic, most toolmarks removed
PM-F2
non-cosmetic, EDM permissible
SPI-C1
600 grit stone, 10-12 Ra
PM-T1
SPI-C1 + light bead blast
PM-T2
SPI-C1 + medium bead blast
SPI-B1
600 grit paper, 2-3 Ra
SPI-A2
grade #2 diamond buff, 1-2 Ra
Quality Inspections and Finishing Options for Custom Molded Parts
Depending on your application’s requirements, you can choose from the following when requesting an injection molding quote.
Quality Inspections available for on-demand manufacturing orders
Designing for Manufacturability (DFM) Feedback
Scientific Molding Process Development Report
In-process CMM inspection and machine monitoring
First article inspection (FAI) and process capability report with GD&T
Post-Processing
Mold Texturing (Mold Tech Surface Finishes)
Threaded Inserts
Pad Printing
Laser Engraving
Component Assembly
Prototyping or On-demand Manufacturing?
While the molds themselves are similar, part quantities, lifetime maintenance, quality documentation, and pricing vary depending on which service option is chosen. The right one depends on your project needs.
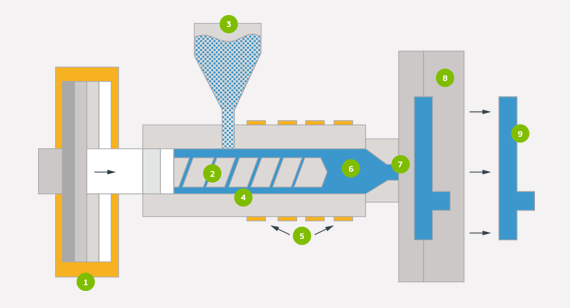
How Does Plastic Injection Molding Work?
The manufacturing process for molded parts is complex. Before your parts are even molded, we’re there to help you with comprehensive manufacturability feedback and consultative design services, so you can avoid mold design pitfalls before the resin hits the mold. From there, our production process is documented and optimized using scientific molding so you get high-quality parts consistently and reliably with every production run.
Critical-to-quality (CTQ) dimensions you call out on models let us know what areas are most crucial to the success of your parts. Once the parts start molding, the process and samples are qualified using automated inline CMM technology, generating a detailed FAI and process capability study with no additional lead time.
Our thermoplastic injection molding is a standard process involving an aluminum mold with no heating or cooling lines running through it, which means cycle times are a bit longer. As part of the scientific molding process, our molders independently optimize and monitor fill speed, hold pressure, and hold time, and periodically inspect part quality and cosmetics. During the molding process, we use an automated inline CMM to ensure dimensional accuracy, as well as generate a detailed process capability study and FAI report.
Resin pellets are loaded into a barrel where they will eventually be melted, compressed, and injected into the mold’s runner system. Hot resin is shot into the mold cavity through the gates and the part is molded. Ejector pins facilitate removal of the part from the mold where it falls into a loading bin. When the run is complete, parts (or the initial sample run) are boxed and shipped shortly thereafter.
Get an online quote and injection molding design analysis today.