Our basic guidelines for plastic injection molding include important design considerations to help improve part moldability, enhance cosmetic appearance, and reduce overall production time.
Size
Maximum Dimensions
SIZE
18.9 in. x 29.6 in. x 8 in.
VOLUME
59 cu. in.
DEPTH
4 in. from parting line
Up to 8 in. if parting line can pass through the middle of the part
PROJECTED MOLD AREA
175 sq. in.
Typically, Protolabs can maintain a machining tolerance of +/- 0.003 in. (0.08mm) with an included resin tolerance that can be greater than but no less than +/- 0.002 in./in. (0.002mm/mm).
Materials
ABS
ABS/PC
Acetal
Acetal Copolymer
Acetal Homopolymer
ETPU
HDPE
LCP
LDPE
LLDPE
Nylon 6
Nylon 5/12
PBT
PC/PBT
PEEK
PEI
PET
PETG
PMMA
Polycarbonate
Polypropylene
PPA
PPE/PS
PS
Surface Finishes
FINISH
DESCRIPTION
PM-F0
non-cosmetic, finish to Protolabs’ discretion
PM-F1
low-cosmetic, most toolmarks removed
PM-F2
non-cosmetic, EDM permissible
SPI-C1
600 grit stone, 10-12 Ra
PM-T1
SPI-C1 + light bead blast
PM-T2
SPI-C1 + medium bead blast
SPI-B1
600 grit paper, 2-3 Ra
SPI-A2
grade #2 diamond buff, 1-2 Ra
Custom Color Matching & Secondary Finishing Options
Custom color matching is offered on customer-supplied Pantone numbers and customer-supplied part samples.
Mold texturing applies industry standard textures to a mold and you can expect the equivalent of a Mold-Tech finish.
Threaded inserts are possible through secondary heat staking and ultrasonic welding processes. A complete chart of stocked inserts is available here.
Pad printing transfers a two-dimensional image like company logos onto a three-dimensional object.
Laser engraving is applied to the mold or directly to final parts for information such as part numbers.
Basic assembly includes fastening molded parts together that we’ve manufactured and/or applying of labels to individually bagged parts.
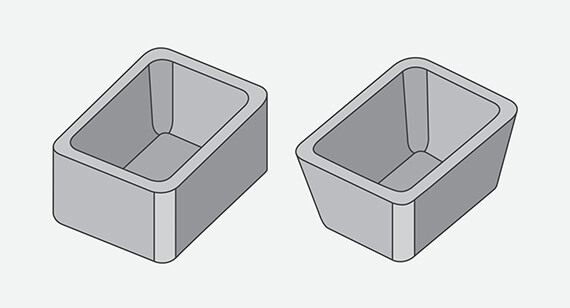
Draft
VERTICAL FACES
0.5°
MOST SITUATIONS
2°
MINIMUM FOR SHUT OFF
3°
MINIMUM FOR LIGHT TEXTURE (PM-T1)
3°
MINIMUM FOR LIGHT TEXTURE (PM-T2)
5°+
Undercuts
Maximum Side Core Dimensions
WIDTH
HEIGHT
PULL
< 8.419 in.
< 2.377 in.
< 2.875 in.
Wall Thickness
MATERIAL
RECOMMENDED WALL THICKNESS
ABS
0.045 in. – 0.140 in.
Acetal
0.030 in. – 0.120 in.
Acrylic
0.025 in. – 0.500 in.
Liquid Crystal Polymer
0.030 in. – 0.120 in.
Long-Fiber Reinforced Plastics
0.075 in. – 1.000 in.
Nylon
0.030 in. – 0.115 in.
Polycarbonate
0.040 in. – 0.150 in.
Polyester
0.025 in. – 0.125 in.
Polyethylene
0.030 in. – 0.200 in.
Polyphenylene Sulfide
0.020 in. – 0.180 in.
Polypropylene
0.035 in. – 0.150 in.
Polystyrene
0.035 in. – 0.150 in.
Polyurethane
0.080 in. – 0.750 in.
Radii
Some part corners will have a radius rather than a sharp edge since we use an automated CNC milling process to make the mold for your parts. This typically does not require a change to your model, but resulting radii are identified before the mold is milled.
Get an online quote and manufacturing analysis for your injection molding design.