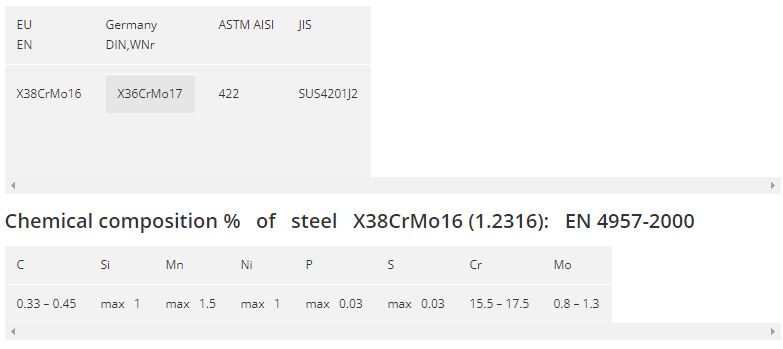
1.2316 X38CrMo16 Cold Work Tool Steel For Plastic Mould
This steel 1.2316 is mainly used for plastic injection molds, in connection with chemically aggressive and acidic plastics such as thermoplastics and for PVC-arminoplastics, extrusion tools, compressor parts and for special machine parts in the food industry.
Applications :
Molds for pressing of chemically-aggressive plastic substances etc. All kinds of silicon steel sheet and high-speed blanking die. Precise stamping die. Cold extruding forming die. Cavitations Molds, Standard Mould Base, Compression Mould for SMC, blowing mould, Pet preform mold, plastic piping & plumbing injection molds.
Hot Forging: Electro-hydraulic; High-speed-hydraulic; Oil-hydraulic; Precision-forging
Heat-treatment Option
+A: Annealed (full/soft/spheroidizing)
+N: Normalized
+NT: Normalized and tempered
+QT: Quenched and tempered (water/oil)
Suface Option
Black Surface
Grounded: Bright but rough ; Not precision
Machining for plate: Bright and precision; Little turning scar
Peeled/Turned: Bright and precision; Little turning scar
Polished: Very Bright and precision size; Not turning scar
Other Services
Cutting: Small pieces
CNC Machine: Produce as your drawing
Package: Bare/Nylon/Canvas/Wooden
Payment:T/T, L/C, O/A(request credit)
Transport:FOB/CFR/CIF/DDU/DDP (train/ship/Air)
MECHANICAL PROPERTIES
Yield Rp0.2 (MPa)
Tensile Rm (MPa)
Impact KV/Ku (J)
Elongation A (%)
Reduction in cross section on fracture Z (%)
As-Heat-Treated Condition
Brinell hardness (HBW)
116 (≥)
695 (≥)
23
33
11
Solution and Aging, Annealing, Ausaging, Q+T,etc
443
HEAT TREATMENT:
already pre-toughened; usually no heat treatment required
Soft annealing: 760 to 800 °C for about 4 to 5 hours; slow controlled cooling of 10 to 20 °C per hour to about 650 °C; further cooling in air, max. 230 HB
Hardening: 1030 to 1050 °C 15 to 30 minutes keeping curing temperature quenching in water/oil obtainable hardness: 49 HRC
Tempering: Slow heating to tempering temperature immediately after hardening. Minimum time in furnace: 1 hour per 20 mm part thickness